

ROTOR CLIP恒定張力帶軟管夾CTB
- 品 牌:ROTOR CLIP
- 型 號:CTB
-
技術資料:
 ROTOR CLIP恒定張力帶軟管夾CTB.pdf
ROTOR CLIP恒定張力帶軟管夾CTB.pdf
- 閱讀次數:648
產品介紹
傳統上,CTB夾具由6150制成,這是一種熱處理至所需硬度的鉻釩鋼。釩是一種晶粒細化劑,可提高疲勞壽命,鉻可提高淬透性。這對于需要抗疲勞性的循環載荷下的較重規格彈簧來說是理想的。然而,這些不是CTB夾具的要求。由于碳化釩既能吸附對熱處理過程至關重要的碳,又非常穩定,因此由這種材料制成的夾具具有更長、更昂貴的熱處理周期。由Rotor Clamp,Inc.進行的研究確定,SAE 1074是一種高碳鋼,相反,它更容易對熱處理作出反應,從而生產出具有相同性能的低成本零件。在1074鋼中,碳不與合金元素結合。因此,硬化更容易實現,熱處理可以用更少的能量和更少的操作員監控來完成。將1074鋼等溫淬火成貝氏體結構也提高了延展性,使材料不易發生淬火裂紋。
性能特點
應使用適當的工具安裝/拆除CTB夾具。
請聯系制造商以獲取額外寬度。
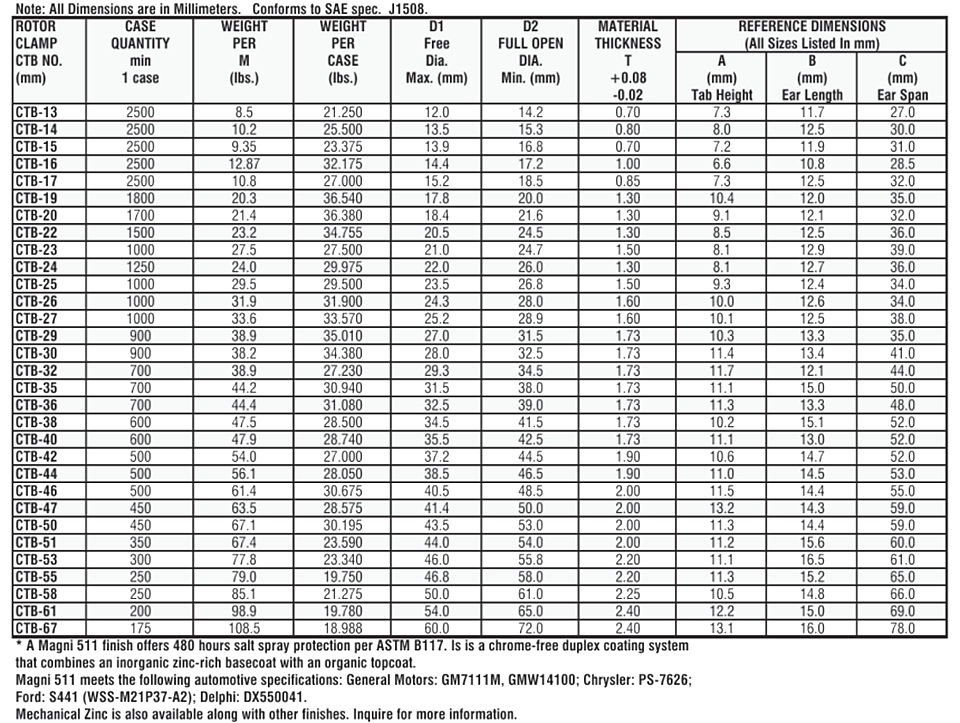
注:尺寸“D1”和“C”僅在夾具完全膨脹一次后測量。
涂層:富鋅漆長達700小時的鹽霧測試。
材料:SAE 1074-材料代碼ST。(可選材料:鉻釩-DIN 17222,JIS G 4802-材料代碼CV。適航性有限,由我們自行決定。)
選型指南
技術參數
腔室:Tenney(36”X36”X42”)
壓力源:氮氣,超高純度(無水分)
歧管壓力25psi
調節器靈敏度+0.5”H20
進氣罐壓力-2450psi
最終儲罐壓力-2380psi
測試持續時間:48小時
熱循環:
1.將溫度從20℃升至104℃
2.在104℃下保持30分鐘
3.將溫度降至-40℃
4.在-40℃下停留30分鐘
5.重復循環15次
6.最后一個-40℃循環,再轉為20℃
軟管裝料:25克50/50乙二醇和水混合物
產品尺寸







 津公網安備12010102000945號
津公網安備12010102000945號
